放热焊接是一种简单、高效率、高质量的金属连接工艺。主要用于铁路、高速公路 发电厂、变电站、开关站、高压输电线路、电气化铁路、电信、移动通信基站、微波中继站、地面卫星接受站、雷达站等重点工程以及贵重精密仪器、计算机机房设备、邮电程控设备、广播电视设备、电子医疗设备等工作接地和保护接地;石油输送管道及油气罐,易燃易爆物质仓库防雷接地。
一、 工艺原理
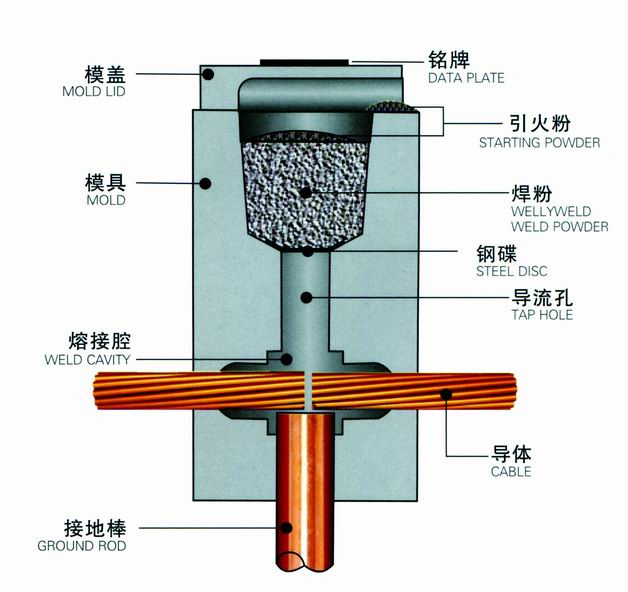
(1)放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺。放热焊接适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力。
(2)反应式:
3Cu2O+Al┄┄>6Cu+Al2O3+热量(温度可达 2537℃以上)
(3)工艺流程
被焊接物敷设----选择模具-----焊接准备-----焊接物就位-------放置钢盘---------加入反应粉末------点火器点火-----焊 接-------清洁模具
二、安全的规定
如果没有确实遵守以下各项规定,可能导致烫伤,火灾或严重的伤害。以下各项规定中所出现的“放热焊接”系统是指通过放热反应产生液态高温铜液来熔接同(异)种金属的一种焊接工艺,以达到高性能电气连接的现代焊接法。
重要提示:操作前请仔细阅读本说明文件。如有不明之处请致电本公司服务热线:400-660-8950
对工作场所的要求
1)工地必须保持整洁,并且要有足够的照明及通风条件,杂乱及昏暗之工作场所易发生工作意外。
2)不可以在有爆炸危险环境中使用放热焊接。例如充斥了易燃液体、气体或粉尘的地区,使用放热焊接系统,产生的火花容易引燃可燃性尘埃及粉尘。
安全及防护
1)放热焊接方式会产生高温,不可避免地有金属颗粒逸出,而造成对施工人员身体的伤害。在使用放热焊接的过程中,应该加强对施工人员的保护,加强通风,防止施工人员金属中毒,应始终配戴护目镜。
2) 施工操作时,现场1.50米之内,不得有无关人员停留。
3) 操作人员必须戴上有一定隔热效果的工作手套。
4) 操作人员不得面对于熔模开口处操作施工。
5) 点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50 米。
6) 当熔焊结束,任何人不得立即直接接触熔模。
7) 当熔焊结束后,须待熔模和焊接后的导线冷却 30秒后,方可松开模具。
8) 对焊接后的导线进行绝缘处理,必须待导线完全冷却之后方可进行。
9) 熔焊后的模具,表面温度800度以上,切勿试图用水淋的方式对其降温,应当自然冷却。
三、焊接前的材料表面处理
1)电缆线(导线)焊接的准备工作和要领
① 要得到一个完善的焊点,被焊接电缆线必须保持洁净和干燥。
② 充油电缆必须清除电缆线上的油脂污物,可使用除油剂、汽油、四氧化碳等清洗。必要时可使用熔锡水。
③ 表面氧化的电缆线可使用铜丝刷清洁干净。
④ 含水的电缆线应用喷灯干燥后用钢刷去除氧化层,含水含油的电缆线如直接焊接会使反应时铜液喷出模具,非常危险,需特别注意。
⑤ 敞开的电缆线头会使模具合不拢,产生较大的缝隙,引起铜液渗漏。所以在切割电缆线时,要注意保证切口平整,可用铜丝或胶布绑扎切割处后再切割。
⑥ 如果在焊接具有张力的电缆线时,可使用线缆固定夹紧绷。
2)接地棒焊接的准备工作和要领
①接地棒被槌打后末端会变形,必须切除或磨平后才可放入模具内,否则会引起模具闭合不紧,导致铜液渗漏。也可使用钢质镶套保护端头后再槌打。
②末端有螺孔或缧纹的接地棒需在焊接前切除末端。
③接地棒连接需保持洁净,如铁锈、氧化表皮等必须用钢刷或砂纸清洁干净后方可焊接,否则会出现多孔性焊点。
④焊接时棒的直径小于模具孔时,可用钢带包扎接地棒连接头来弥补。
3)铜板、钢板和铸(生)铁表面焊接的准备工作和要领
① 在焊接之前清洁连接表面,去除表面的水、油、污渍等。
② 对有附着物的表面宜使用砂轮、粗目锉刀等工具清洁。
③ 镀锌钢板焊接点表面需去除镀层后再焊接,否则会产生气孔及铜液喷出。
4)线鼻、汇流排(母线)、汇流管(管型母线)焊接的准备工作和要领
① 清洁连接表面,去除附着水气与油脂。
② 汇流管焊接部位的内外表面需清洁后才可焊接。
③ 可使用钢刷、砂纸、粗目锉刀和喷灯。
④壁厚≤3mm的铜管,应当 使用钢棒或石墨棒填赛空心后再焊接。
5)钢轨焊接的准备工作和要领
① 钢轨焊接部位的表面锈蚀需彻底清除,可使用专用砂轮磨光。
② 若钢轨上附有油脂和水分需先清除,再除锈。
③ 若钢轨表面有凸印需行磨平为佳。
6)钢筋焊接地准备工作和要领
① 清除钢筋表面的锈蚀,打磨光亮。
② 清除钢筋表面的油脂、水分。
③ 使用钢刷、砂纸、粗目锉刀和喷灯。
如果上述内容有不全之处,请致电唐模电气公司24小时技术服务热线:400-660-8950
四、焊接步骤
1) 每次开工前用加热工具(如烘干箱或喷灯)将模具和被焊接 物的焊接处烘干,确保其干燥,避免焊点内部产生气泡。
2)模具及被焊接物应清洁、干燥。被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清除,使其洁净光亮后才可进行焊接作业。如果模具内遗留的残渣不完全清除,将造成焊成表面不平滑、不光亮。
3)检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来。
4)焊接物就位
5)放置钢盘
6)焊接
a.加入反应粉末,选择正确标号的焊粉,将其倒入模具内,
b.从焊粉表面到模口边沿洒上引火粉,注意使引火材料覆盖在焊粉之上。
c.合上模具盖,用点火枪点燃引火粉,不得使用喷灯、火柴等明火点火。
7)反应进行中,该置换反应温度可高达 2200 C,这足可以把铜、铁熔化,从而可实现焊接。
8)清洁模具
焊粉引燃后稍待约30秒,既可启开夹具,打开模具,基本冷却后将焊渣清除,备下一个焊点的使用。
五、质量检查
1)检查项目
焊点质量的优劣可通过目测检查。检查项目为焊接物的大小、颜色、表面光洁度和气泡等外观检查。大小:焊接范围导线没有大量的暴露。渣子清除后,水平连接的冒口不低于导线的顶端。
颜色:接头正常的颜色是金黄色至青铜色。
表面光洁度:接头表面应该相当平滑,没有大块渣子存在。如果接头表面有20%的渣子,或渣子清除后有导线暴露,接头报废。
气泡度:接头表面的有小孔,其深度一定不能延伸至导线的中心。
2)质量标准:
良好:牢固的焊接,只有极小的表面上的不完美。
不合格:表面上大量的残渣是由于焊粉从没有放好的托片侧泄漏或缺乏托片引起的。在进行下一步连接前检查模具反应腔的情况并核查托片的位置。
容许:焊接头低于正常情况,但仍足以够用。
不合格:焊接物和(或)模具中过多的水分,电缆和模具必须烘干。
六.注意事项
1)每一包焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。
2)焊粉的计量单位以克计,焊粉的牌号标示其剂量克数,因此如果现有的焊粉牌号与模具标志的剂量不匹配时可视实际情况增减。
3)焊粉出厂时对于其防潮已采取多层保护,但建议仍需妥善保管避免受潮。
4)一个焊点要一次制作完成。 | 



 产品中心
产品中心